| ���g���� |
Technology Center |
����ǰ���ڵ�λ�ã�
�����أ����
--���g����
|
|
smcģ����ˇ��ģ�ߵ��OӋҪ�c
|
|
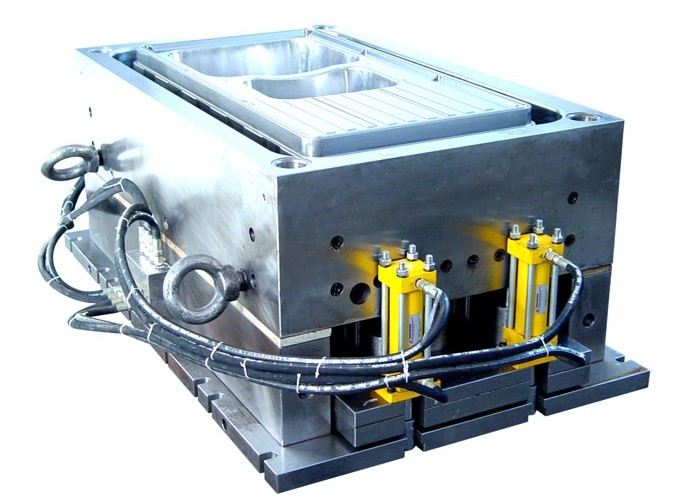
smcģ����ˇ��һ�N���M�ďͺϲ��ϳ��ͷ�ʽ����ģ����smc��ˇ�Ļ��A�����õĮaƷ�|�����ɿɿ���ģ�߁����C�ġ������smcģ����ˇ���OӋ�����У�ģ�ߵ��OӋ�Ȟ���Ҫ��
��smcģ��е���OӋ�^���У�Ҫ�����aƷ�ľ��w�ߴ��OӋģ�ߵ���ǻ������֮��߀Ҫ�����aƷ�ı����|��Ҫ�����������С�x����m�IJ��ϡ����˱��C�aƷ���|����ˇ�����ԣ��������OӋģ�ߵļ���߅��픳�ϵ�y�ȡ�
1���������OӋ
��aƷ����Óģ�����C�aƷ���ȡ����ȼ�����ģ�ӹ������أ���������x���]����ԭ�t���ٞ�ʹ�aƷ�����Ƴ�������픳��C�����������λ�Ñ�ʹ�aƷ���_ģ��M������������ģ���ڱM���p���w߅���aƷ���^�ēp����ͬ�r���������������w߅���۱���ģ�����켰ģ������ӹ�������ߴ羫��Ҫ��ߵĮaƷ�������]�w߅��Ȍ��aƷ���ȵ�Ӱ푣�ȡ��ֱ��������ڱ��C�aƷ���ȣ��ݱ��C�aƷ�ď��ȣ�����aƷ���F��Ǽ����ڡ�
��������OӋ��Ҫ����ԓ��ģ���OӋ���ڌ��aƷ�M�з����OӋ�����������OӋ�D�����_���aƷ�����Óģ�ұ������a��
2���ӹ�����Ҫ��
��ģ�ӹ�������Ҫ���������棺�ߴ繫���λ�������ֲڶȡ��҂�ͨ����ģ�ߏS����ļӹ�����Ҫ����Ҫ�dzߴ繫��ͱ���ֲڶȡ��ߴ繫���ִ��·֞飺���γߴ��ģǻ�ߴ硣�����ģ�����γߴ�Ҫ����^���ɣ����H�ӹ��ߴ��ģ�߈D����Փ�ߴ��`����^��1.5mm����ϸ���ģǻ�ߴ羫��Ҫ���횰��D��������ƣ�һ�㲻���^0~0.1mm���҂����f��ģ�߱��澫��һ��ָ����ֲڶȣ�̎����һ��Ҫ��ģ����ǻ�ڶȞ�0.4��������12.5���҂��ɸ������H�aƷ����Ҫ�������������ģ�߱���ӹ����ȡ�
3��ģ���OӋ
3.1 Óģб���OӋ
����smc��Ʒ��s��a���տs����ʹ�aƷ�o�o��סģ����о����ǻ�е��֡����˱������ȡ���aƷ����ֹÓģ�rײ��������aƷ���OӋsmc��Ʒ�r������������Óģ���������������Óģб�ȡ�
���OӋ�r����ע�����ɂ����棺��ģ�������^���smc��Ʒ�r��Ҫ��ȱ����Óģб�ȴ���������Óģб�ȣ��ڳ���Óģб��ֵ��1~1.5�ȣ�Ҳ��С��0.5�ȡ�
3.2 ����߅�OӋ
ģ�ߵļ���߅������ģ�ҧ�ϲ��֣�һ��Ҫ����û�������smcģ����ˇ�^���У�����߅�g���A���ǮaƷ��ë߅��ë߅���aƷ���f�ǟo�ò� �֣����@һ�c���fģ����߅���g϶���Դ�һЩ��������߅�^������������ϼ�ж�����@����ͨ�^�{������߅�ĸ߶ȁ���Q�������OӋ���Еr�Ѓɂ����OӋ�����{�������أ�����߅���g϶�ͼ���߅�ĸ߶ȡ�����߅��ģ���OӋ����Ҫ������֮һ������߅�Ĵ�С�Ƿ���mֱ��Ӱ푵��aƷ�ܷ�����Լ��aƷ���͕r�Ƿ����ȱ�ݣ���ˑ��������Ҫ��Ϳ��ơ�
3.3 �A���OӋ
ģ������Ʒ����ʹ������Ҫ����ü��֮̎�⣬���������D��̎�����M�����ЈA���^�ɡ��aƷ���̎�a���������У���������_����ӕr���l�����ѣ�������Óģ�^�������ډ��ƃȑ������������_��Ӱ푮aƷ���ȡ�һ����r�£����ÈA�ǰ돽��0.5mm����ʹ�aƷ���ȴ�����ӡ����ÈA�ǵă��c��Ҫ�Ѓɷ��棺�ٱ��⑪�����У�����ˮaƷ���ȼ����^����ģ���ڴ���ʹ�Õr�����������ж��_�ѡ�
3.4 �ӟ᷽ʽ�Ĵ_��
ģ�ߵĜض�ֱ��Ӱ푵���Ʒ�ij����|�������aЧ�ʣ�����ģ������Ҫ���Ӽӟ�ϵ�y���_������Ĝض�Ҫ��
�ӟ�ϵ�y�֞�늼ӟᡢ����ӟἰ�ͼӟᡣ늼ӟ����õļӟ᷽ʽ���䃞�c���O�了�Ρ��o����Ͷ�Y�٣����ڰ��b���S�ޡ�ʹ�ã��ض������{���������Ԅӿ��ƣ�����ӟᣬ�ӟ�죬�ضȱ��^���������ƣ��M������늼ӟ��^�ߣ��ͼӟᣬ�ضȾ������ӟ�죬���������h������Ⱦ��
������ģ���x�úηN�ӟ᷽ʽ���ɸ�������˾�F�Зl����ģ�ߴ�С��ģǻ���s�̶ȵ����ش_����
3.5 ����̎�����x��
�������ģ�߱������ĥ�Ժ����g�ԣ��������M���m���ı���̎����
ģ����t��һ�N�������ı���̎����������t���ڴ���о��Џ��ҵ��g�����������L�ñ��ֽ��ٹ�ɣ��ڶ�N���Խ��|�о����l�����W������僌�Ӳ���_1000hv�ஔ��hrc65��������Ѓ�������ĥ�ԡ���t��߀�����^�ߵ��͟��ԣ��ڿ՚��мӟᵽ500�ȕr�����^��Ӳ���ԟo���@׃����
SMC�����ģ�� http://www.gxemfox.cn
|
|